永州明睿陶瓷科技有限公司
YONGZHOU MINGRUI CERAMIC TECH. CO., LTD.
專注氧化鋯陶瓷和氧化鋁陶瓷 結(jié)構(gòu)件加工定制

掃一掃加好友
全國統(tǒng)一服務(wù)熱線
181-2297-4045
投訴熱線
181-2297-3256
永州明睿陶瓷科技有限公司
YONGZHOU MINGRUI CERAMIC TECH. CO., LTD.
專注氧化鋯陶瓷和氧化鋁陶瓷 結(jié)構(gòu)件加工定制
全國統(tǒng)一服務(wù)熱線
181-2297-4045
投訴熱線
181-2297-3256

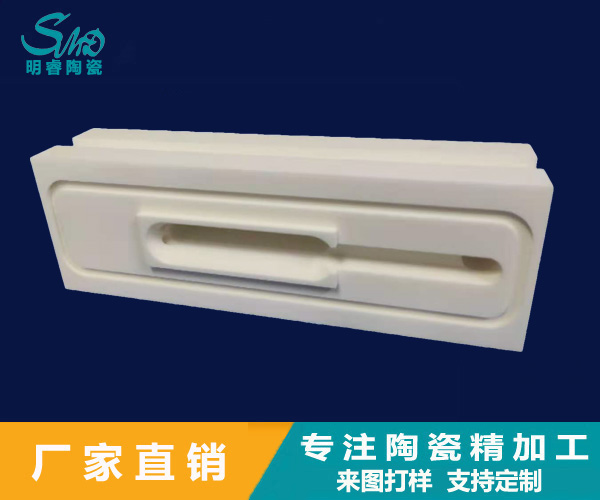

氧化鋯陶瓷材料在完成燒結(jié)后,尚需進(jìn)行精加工。如可用作人工骨的制品要求表面有很高的光潔度、如鏡面一樣,以增加潤滑性。由于氧化鋯陶瓷材料硬度較高,需用更硬的研磨拋光磚材料對其作精加工。

氧化鋯陶瓷的注射成型技術(shù)工藝要注意哪幾個方面?明睿氧化鋯陶瓷廠家為大家總結(jié)了以下幾點:
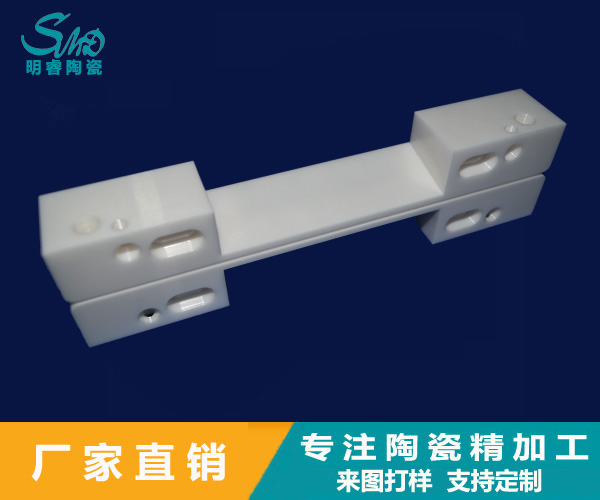
脫脂:本工序又稱去掉粘結(jié)劑,通常升溫速度為3~5℃/b,約進(jìn)行5~10日,但在0.5MPa壓力的保護(hù)氣氛下進(jìn)行時,40小時可結(jié)束脫脂。
燒結(jié):熱工等參數(shù)可根據(jù)陶瓷的種類而定。燒結(jié)中的線收縮率約為15-20%,形狀比較復(fù)雜或壁較厚的工作,容易在燒結(jié)中產(chǎn)生裂紋,應(yīng)注意防止。
原料的流動性:注射成形所用的陶瓷顆粒一般由80-90%(重要比,下同)的粉末和10~20%的粘結(jié)劑組成。粘結(jié)劑在脫脂工序中去掉,因此添加量以最低限度為宜,但應(yīng)注意若添加量不足會影響成形效果。此外,陶瓷顆粒的流動性在粒度越小、形狀越偏離球形時越差。因此,應(yīng)用盡可能簡便的方法對流動性進(jìn)行測試。
成形條件產(chǎn)生的缺陷:成形條件如果不正確,會產(chǎn)生各種缺陷。其中最關(guān)鍵的是熔焊線條,若成形體帶有通孔或盲孔,則容易出現(xiàn)這種缺陷。因此,必需注意模具的設(shè)計,特別是開口的類型、位置、大小及個數(shù)。同時應(yīng)注意注射成形的注射溫度和速度間的平衡。
此外,為了避免發(fā)生表面粗糙、裂紋、長條痕、變形等缺陷。在成形困難的情況下,可在注射成形機(jī)中裝設(shè)自適應(yīng)控制器,進(jìn)行細(xì)微的控制。
永州明睿陶瓷科技有限公司 備案號:湘ICP備2023018437號
電話:181-2297-4045
地址:湖南省永州市祁陽市高新技術(shù)產(chǎn)業(yè)開發(fā)區(qū)長流路與望洲路交匯處東南角

手機(jī)端入口

微信掃一掃